Recubrimiento de carburo de cromo Resistente al desgaste/a la abrasión Revestimiento endurecedor Placa bimetálica Cco
Recubrimiento de carburo de cromo Revestimiento resistente al desgaste/a la abrasión Placas de acero bimetálicas de endu
Descripción
Información básica
| N º de Modelo. | HART-P-100 |
| Material | Acero |
| Tipo | Alta frecuencia |
| Material de base | Q235B, Q345b |
| Capa de revestimiento duro | Aleación de cromo y carbono a base de Fe |
| Descripción de la aleación | Hierro de carburo de cromo complejo |
| Dureza de carburo | HRC≥58HRC |
| Paquete de transporte | Marco de acero o como paquete requerido |
| Especificación | Grosor del Stock: De 3+3 a 30+30mm |
| Marca comercial | Industria HART |
| Origen | Shandong, China |
| Código hs | 7210500000 |
| Capacidad de producción | 1000 piezas por mes |
Descripción del Producto

Recubrimiento de carburo de cromo Placas de acero bimetálicas con revestimiento resistente al desgaste/a la abrasión
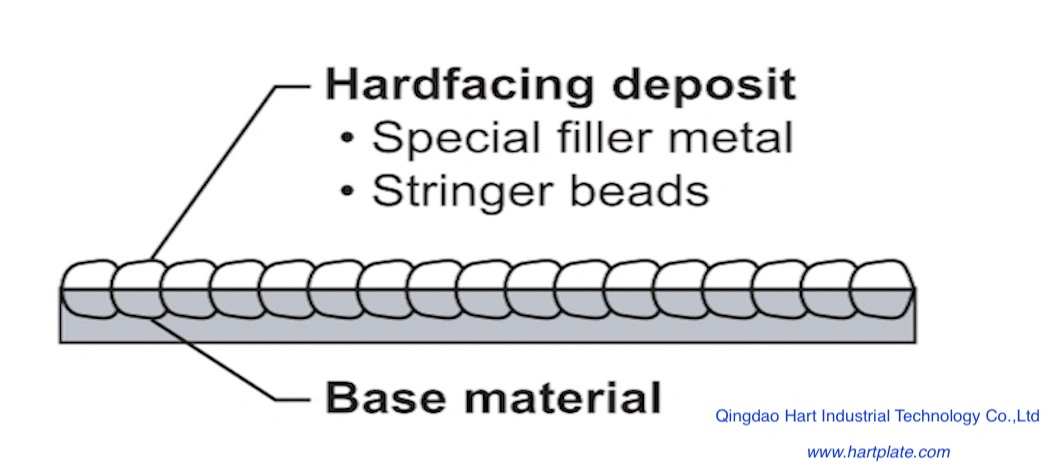
La placa HART se fabrica depositando materiales resistentes a la abrasión y ricos en cromo sobre una placa base de acero dulce mediante un proceso tradicional de soldadura por arco. Este producto generalmente se conoce como placa de recubrimiento de carburo de cromo (CCO) en el mercado. El recubrimiento de revestimiento duro es adecuado para aplicaciones de impacto y desgaste abrasivo severo. Qingdao HART Industrial Technology se estableció en 2003, tenía una larga historia de proporcionar soluciones de desgaste innovadoras y productos de desgaste de clase mundial.
El producto de superficie dura definitivo para su aplicación depende del material, ya sea roca, arena, grava u otra sustancia, que golpee o se deslice a lo largo de la superficie de su pieza de desgaste. También depende del ángulo y la velocidad del impacto, así como de la temperatura de funcionamiento.
| NO | ARTÍCULO DEL PRODUCTO | DESCRIPCIÓN | SOLICITUD |
| 1 | HART-P-200 | Placa superpuesta de carburo de cromo | desgaste deslizante |
| 2 | HART-P-100 | Placa superpuesta de carburo de cromo | Desgaste por deslizamiento severo |
| 3 | HART-P-80 | Placa de superposición de carburo complejo | Desgaste por deslizamiento extremo |

[Especificación técnica de HART-P-100]
1. Materia prima:
ASTM A36 (Q235B), ASTM A529A (Q345B), otro acero soldable es opcional;
Espesor base: 3 a 30 mm
2. Capa de revestimiento duro:
Aleación de cromo-carbono a base de Fe (austenita)
Dureza a granel: >630HV
Dureza media: >55HRC
Espesor de capa: 3 a 30 mm
3. Procesos de soldadura:
Soldadura avanzada por arco abierto y soldadura por arco sumergido
4. Descripción de la aleación:
Hierro de carburo de cromo austenítico (hierro blanco de cromo)
5. Dureza del carburo:
>1500HV
6. Fracción de volumen de carburo:
>30%
7. Composición química:
Carbono: 3-6%
Cromo: 18-34%
*Las diversas aleaciones que se utilizarán dependen de las diferentes condiciones de funcionamiento y aplicaciones.
| Grueso | C% | Cr% | Minnesota% | Y% | CDH | |
| 3 contra 3 | 3~4 | 18~20 | 0,5~1 | 0,5~1 | 56~58 | |
| 3 contra 4 | 3~4 | 18~20 | 0,5~1 | 0,5~1 | 56~58 | |
| 3 contra 5 | 3~4 | 18~22 | 0,5~1 | 0,5~1 | 58~60 | |
| 3 en N | 3,5~4,5 | 20~25 | 0,5~1 | 0,5~1 | 58~62 | N>5 |
| 4 en N | 3,5~4,5 | 20~25 | 0,5~1 | 0,5~1 | 58~62 | |
| 5 en N | 4~6 | 23~25 | 0,5~1 | 0,5~1 | 58~62 | |
| 6 en N | 4~6 | 24~28 | 0,5~1 | 0,5~1 | 58~62 | |
| 7 en N | 4,5 ~ 6 | 24~28 | 0,5~1 | 0,5~1 | 58~62 | |
| 8 en N | 4,5 ~ 6 | 24~28 | 0,5~1,5 | 0,5~1 | 58~62 | |
| 9 en N | 5~6 | 26~30 | 0,5~1,5 | 0,5~1 | 60~64 | |
| 10 en N | 5~6 | 26~30 | 0,5~1,5 | 0,5~1 | 60~64 | |
| 11 en N | 5~6 | 26~30 | 0,5~1,5 | 0,5~1 | 60~64 | |
| 12 en N | 5~6 | 26~34 | 0,5~1,5 | 0,5~1 | 60~64 | |
| N en N | 5~6 | 26~34 | 0,5~2 | 0,5~1 | 60~64 | N>12 |
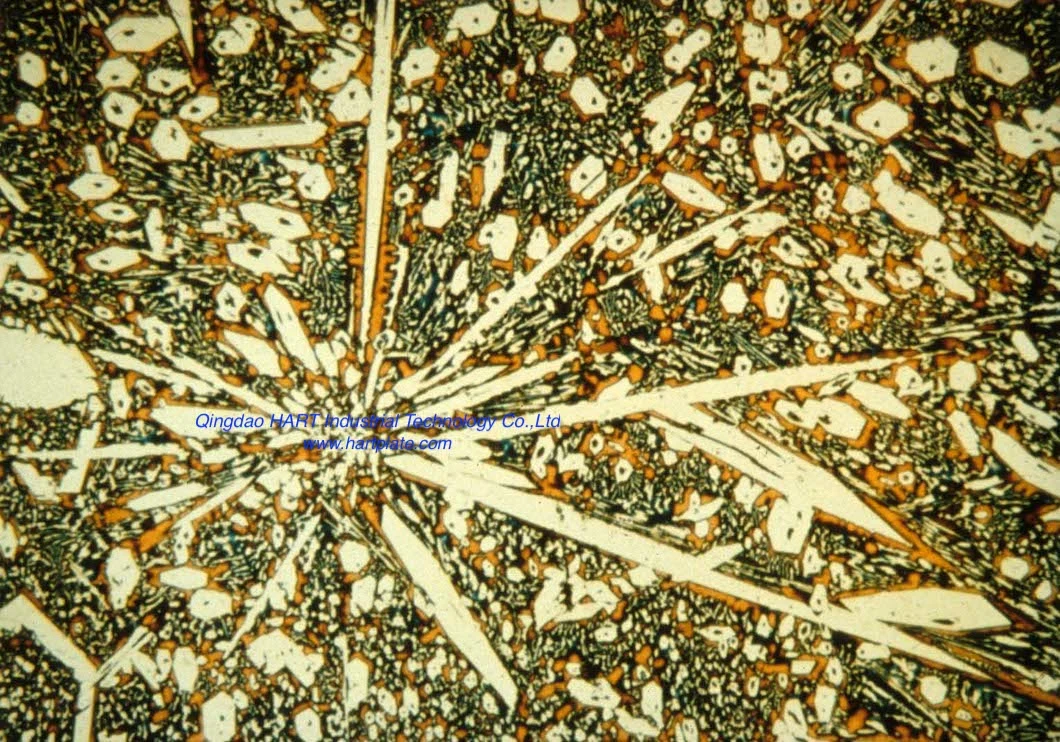
8. Microestructura:
Compuesto por una alta proporción de carburos primarios de cromo M7C3 extremadamente duros, dispersos en una matriz dúctil de austenita eutéctica.
Mantiene del 30% al 50% de los carburos primarios para brindar una buena resistencia al desgaste y una unión homogénea.
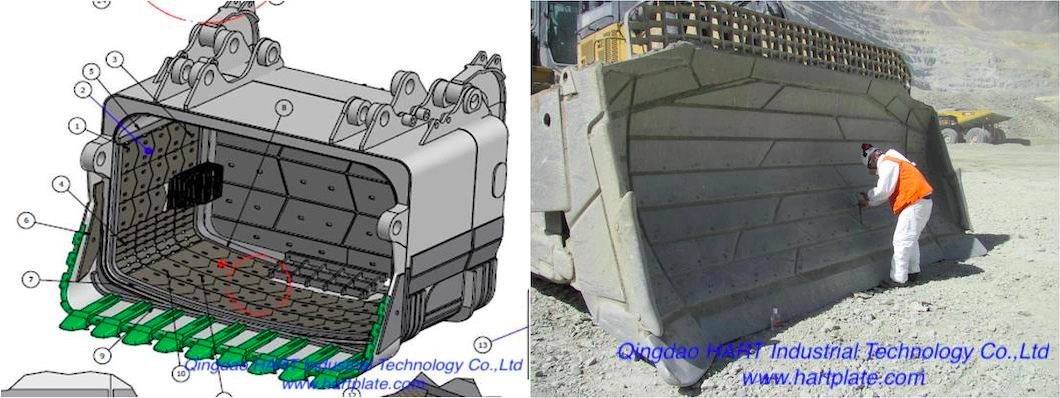
9. Aplicaciones típicas:
La placa HART-P-100 se usa ampliamente en las industrias de minería, generación de energía (carbón), cemento, dragado, producción de acero, manejo de desechos, producción de vidrio y pulpa y papel. Algunas aplicaciones específicas incluyen:
| INDUSTRIA | APLICACIONES |
| Minería | Tolvas, tolvas, revestimientos para cajas de camiones, palas topadoras, cucharones de pala, cucharones de dragalina, excavadoras |
| Cemento | Álabes guía del separador, conos de descarga para contenedores de almacenamiento de clinker, canaletas para transporte de mineral sinterizado, conductos de salida para molinos de clinker, tolvas receptoras |
| Dragado | Tuberías y bombas de dragado, tuberías de succión, descargas de bombas |
| Acero | Tuberías y bombas de dragado, tuberías de succión, descargas de bombas |
| Fuerza | Tolvas de manejo de carbón, revestimientos de alimentadores de carbón, placas de pantalla de trituradoras, conos clasificadores, revestimientos de diarios, búnkeres de silos |
10. Propiedades de desgaste de HART-P-100 (informe de prueba ASTM G65 y SGS)
*ASTM G65 es una prueba estándar que mide la resistencia a la abrasión por deslizamiento utilizando un aparato de arena seca/rueda de caucho.
| ALEACIÓN DE ENDURECIMIENTO | ASTM G65 -- PÉRDIDA DE PESO | DUREZA (RC) |
| 10+10-8 | 0,162 g/6000 revoluciones | 64.7 |
| 10+10-4 | 0,183 g/6000 revoluciones | 63.7 |
| 10+10-2 | 0,149 g/6000 revoluciones | 64.0 |
11. Servicio
| SERVICIO | DESCRIPCIÓN |
| Corte | 1. Se puede cortar con plasma, láser, chorro de agua, gubia de arco y corte con sierra abrasiva; 2. No se puede cortar con oxicombustible. |
| Soldadura | 1. Use consumibles de 480 MPa (70 ksi) o 560 MPa (80 ksi) para unir el metal base; 2. Después de soldar, la junta debe cubrirse con una capa para protección contra el desgaste. |
| Mecanizado | 1. No mecanizable por métodos convencionales; 2. Se puede terminar solo con esmerilado; 3. Los agujeros avellanados se pueden producir con precisión mediante electroerosión (Electrical Discharge Machining). |
| formando | 1. Comúnmente formado con superposición hacia el interior; 2. Para tuberías con diámetros inferiores a 0,6 m (24"), se recomienda tubería de revestimiento duro en lugar de tuberías fabricadas con placa de revestimiento duro. |
| Perforación | 1. Al taladrar, la distancia entre dos orificios debe ser de al menos 15 mm (5/8''); De lo contrario, es posible que la partición no sea lo suficientemente fuerte y se agriete; 2. El diámetro mínimo de los agujeros debe ser igual al espesor de las placas. Para placas más gruesas con un grosor total superior a 20 mm (3/4''), el diámetro mínimo debe ser 1,5 veces el grosor de la placa. |
12. Pruebas y control de calidad.
Documentamos cómo se prueban las propiedades del producto para asegurarnos de que las placas superpuestas cumplan con las propiedades especificadas del producto. Incluyendo documentación sobre el sistema de calidad de 3D party si la calibración y las pruebas las realiza 3D party.
13. Embalaje y carga
Nuestro contacto
Enviar ahora